








设备选型
为了确保系统运行可靠,故障少,操作维护方便,在设备选择时,选择经过长期检验证明性能稳定可靠的设备来适应工业现场恶劣环境,保证系统的可靠运行。
系统组态采用软件二次开发功能,除动态显示工作流程外,包括趋势图、棒图、历史数据等数据显示、报表、打印等功能。
易于扩充
系统保留必要的接口,为厂级管理、全部过程实现自动控制设计必要的接口与界面。
实用性强
系统具有自动、仪表室内手动、现场手动三类控制方法。
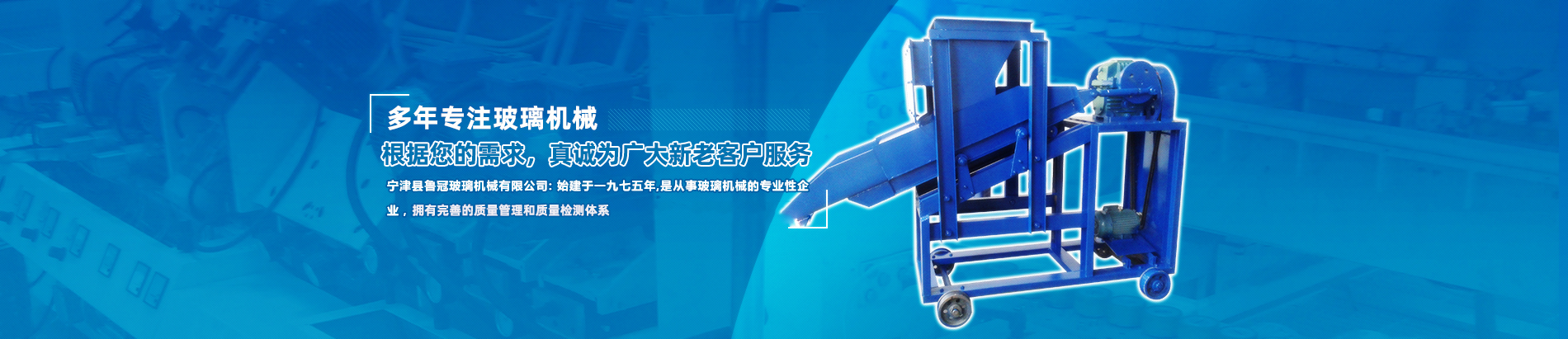
宁津县鲁冠玻璃机械有限公司自动配料站简介
电子称量机构一般指含传感器、称量仓、给料设备(气动或电动阀门/电振机/螺旋绞刀)和排料设备组成的计量单元,也可以是皮带给料秤、螺旋给料秤等;
l 一般1台称重控制仪表连接1台电子称量机构,1台电子称量机构可对应1个或多个原料仓;
l PLC作为逻辑控制核心按工艺配方要求执行电子秤的称量操作;
l 工业计算机(与普通计算机完全兼容,更为适应工业恶劣环境)作为上位机是人和机器对话的操作终端,主要功能是监视电子秤为主的整个系统的运行状况,对PLC下达操作命令及标定修改参数。
山东省宁津县鲁冠玻璃机械有限公司生产:退火炉网带,齿链带,煤气交换器,空气交换器,玻璃加料机,玻璃混料机,输瓶机,玻璃原料自动配料生产厂家,推瓶机,弧线递送机,碎玻璃清洗机、碎玻璃清洗流水线,玻璃原料混配流水线等。
宁津县鲁冠玻璃机械有限公司玻璃原料自动配料站简介
首先是将质料从各自的地仓议决斗提机送入配料仓,小料预混后送入小料仓。当窑炉料仓下限报警后,配料体系开始启动,先将皮带机、提拔机、殽杂机序次启动,同时配料控制器根据配方开始配料。开始配料与料斗门关到位互锁,即料门关才容许开始配料。要是料门在关信号给出后肯定时间内不能关到位,玻璃原料自动配料,PLC将孕育产生报警,提示维修人员维护检修料斗门。配料时的加料分为快加、慢加。快加是指称重质量未靠近料方时敏捷加料,要是流速未到达指定流速时,乳白料玻璃原料自动配料,配料仓开始振打,自动配料,直至到达指定流速;慢加是指称重质量靠近料方时开始慢速加料,这时不容许料仓振打。当三个称重仓称重完毕,向PLC恳求放料,在殽杂机料空和殽杂机料门关到位的环境下,容许配料称重控制器控制放料。放料完毕后由PLC控制关料门,料门都关到位后PLC容许配下一种料。混和搅拌由PLC定时控制,搅拌机始终搅拌,搅拌时定量加水,殽杂仓必须在暂存斗料门关(暂存斗要是设有称重秤)且秤空时放料。殽杂仓关到位后暂存斗开始放料。外购碎玻璃仓和厂内碎玻璃仓经延时开始向皮带机送料,送料的多少由料门开度控制。外购碎玻璃仓和厂内碎玻璃仓的起停根据暂存斗放料开始和放料结束来控制。全部控制由PLC实施控制连锁,由PLC控制顺起、顺停。
山东省宁津县鲁冠玻璃机械有限公司生产:退火炉网带,齿链带,煤气交换器,空气交换器,玻璃加料机,玻璃混料机,输瓶机,推瓶机,弧线递送机,碎玻璃清洗机、碎玻璃清洗流水线,玻璃原料混配流水线等。


 在线客服
在线客服 13953467877
13953467877 4315248@qq.com
4315248@qq.com


